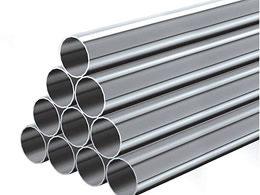
精轧无缝钢管的生产工艺主要包括冷拔,热轧和热扩。主要的加工程序有坯料锯切工序,环形炉加热工序,穿孔工序,轧管工序,定径工序,冷床工序,矫直工序,切管吹灰工序,漏磁探伤工序,表面检查和测长称重到打包入库。主要的技术标准有结构用无缝钢管GB/T8162-2008,输送流体用无缝钢管GB/T8163-2008,低中压锅炉用无缝钢管GB3087-2008,液压支柱用热轧无缝钢管GB/T1396-1998,高压锅炉用无缝钢管GB5310-2008,API套管和油管规范API5CT,管线钢管规范API5L-44,低温管道用无缝钢管GB/T18984-2003。主要应用于输送管,用于输送液体、煤气和蒸汽;锅炉管和蒸汽输送管,用于蒸汽锅炉的管系、结构和输汽,包括输送高温高压的蒸汽;结构管,广泛用于航空、汽车、拖拉机等工业部门;石油工业用管,主要用于石油和天然气的开采,如套管、钻杆和油管,以及石油提炼加工用管等;机械制造用管,用这种钢管来制造滚珠轴承的座圈、空气泵和液压泵的柱塞、转动轴和机体等;高压容器,用于制造瓶、锅炉及外壳等。