冷拔无缝钢管厂生产工艺流程两种钢管工艺流程概述
冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→坯管→矫直→水压试验(或探伤)→标记→入库。
两种钢管工艺流程详解
冷拔钢管用热轧钢卷为原料,经酸洗去除氧化皮后进行冷连轧,其成品为轧硬卷,由于连续冷变形引起的冷作硬化使轧硬卷的强度、硬度上升、韧塑指标下降,因此冲压性能将恶化,只能用于简单变形的零件。轧硬卷可作为热镀锌厂的原料,因为热镀锌机组均设置有退火线。轧硬卷重一般在6~13.5吨,钢卷内径为610mm。
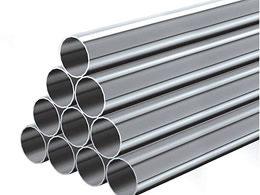
冷拔无缝管要比热轧无缝管壁均匀,且外壁更光滑美观,热轧无缝管一般比无缝钢管长。
冷拔无缝钢管:
1、冷拔无缝钢管可做精度高的小批量生。可以用于机械结构、液压设备的尺寸精度高和表面光洁度好的精密冷拔无缝管。
2、冷拔无缝钢管性能更优越,金属比较至密可无焊接缝,可承受较大的压力。
3、冷拔精密钢管内孔、外壁尺寸有严格的公差及粗糙度。
热轧无缝钢管:
1、建筑类的有:底下管道输送最多较多、盖楼时抽取地下水、锅炉热水输送用等。
2、机械加工、轴承套、加工机械配件等。
3、电气类的:燃气输送、水发电流体管道。